基礎知識
溶接ブラケット製作に求められる加工能力

産業機械、自動車、プラント設備、そしてインフラなど、さまざまな業界の足元や骨格を支えている重要な部品が「溶接ブラケット」です。 ブラケットは、センサーの固定や構造物の補強など、機器の「精度」や「安全性」を左右する重要な役割を担っています。しかし、単なる金属の固定具と侮ることはできません。要求される仕様を満たす高品質・高耐久な溶接ブラケットを製作するには、非常に高度な金属加工能力が求められます。
今回は、溶接ブラケット製作において直面する課題を整理し、それをクリアするために必要な加工能力や、実際の製作事例について詳しく解説します。
ブラケットとは?
産業機械やプラント設備、大型構造物において、ブラケットは部材同士を固定したり、特定の部品を支持・補強したりするために欠かせない「支持金具」です。形状はL字型や箱型など多岐にわたり、装置全体の構造や剛性を維持する上で極めて重要な役割を担っています。このブラケットのうち、複数の金属部材を組み合わせ、溶接によって強固に一体化させて製作されるものが「溶接ブラケット」です。一体成形の既製品やシンプルな一体曲げ加工だけでは実現できない、複雑な立体形状や高い強度が求められるシチュエーションにおいて、オーダーメイドで製作されるケースが主流となっています。
具体的な使用場面や用途は非常に幅広く、以下のようなシーンが挙げられます。
精密機器の設置:製造ラインに設置される精密なセンサーや監視カメラの確実な位置決め・固定。
装置・機械の部品:装置・機械の各機構、ユニットを固定するための部品の一部として。
駆動部の補強:振動を伴うモーターや回転装置周辺のフレーム・ベースの補強。
配管・インフラの支持:プラント内に張り巡らされた複雑な配管やダクトを構造物にしっかりと留めるための支持架台 。
移動体の剛性確保:自動車や輸送機器、特装車におけるシャーシ・車体の補強用パーツ。
このように、溶接ブラケットは対象物を正確な位置に保持し、稼働時の強い振動や過酷な外力によるズレや破損を未然に防ぐことで、設備全体の安全性と信頼性を根本から支える重要なインフラとして活躍しています。
溶接ブラケット製作で直面する技術的課題
溶接ブラケットの製作においては、単に金属を接合するだけではなく、以下のような特有の技術的課題をクリアしなければなりません。
寸法精度と直角度の狂い
- 溶接ブラケットは複数の部材を接合するため、溶接時の高熱によって金属が急激に膨画・収縮し、必ず溶接歪み(ひずみ)や反りが発生します 。
- わずかな反りや歪みであっても、ブラケットにおいては「ボルト穴の位置ズレ」や「直角度・平面度の低下」に直結します 。これらが狂ってしまうと、現場での組み立てが不可能になったり、対象物を正確に固定できなくなったりする致命的な欠陥となります 。
過酷な環境に耐える強固な溶接
- ブラケットは荷重を支える根幹部品であるため、高い接合強度が絶対条件となります 。
- 溶接の溶け込み不足や内部欠陥(ブローホールなど)があると、機械の振動や負荷によって時間の経過とともにクラック(割れ)が生じ、最悪の場合はブラケットの破断による重大事故を招くリスクがあります 。そのため、全周溶接などを駆使した確実な施工が不可欠です 。
使用環境に応じた材質仕様および表面処理
- ブラケットが設置される環境は、沿岸部での塩害、化学プラントでの薬品飛散、あるいは工場内の高温環境など多岐にわたります 。
- 環境に合わない不適切な材質選定や、下地処理の甘い塗装を施してしまうと、早期にサビや腐食が進行して設備全体の寿命を縮める原因となります 。ステンレスや鉄といった最適な素材の選定と、それに応じた適切な防錆処理・表面処理の施工作業が強く求められます 。
溶接ブラケット製作に求められる「3つの必須加工能力」
高品質で寸法の狂わない溶接ブラケットを安定して製造するためには、加工会社に以下3つの優れた加工能力が備わっている必要があります。
高耐久性を実現するための厚中板製缶加工技術
- 重量物の負荷やプラント内の過酷な振動に耐えるためには、板厚6mmや16mmといった中厚板・厚板を自在に扱う製缶加工技術が必要です 。
- 厚板を正確に成形するには、強力なプレス能力を持つ曲げ加工機(ベンダー)などの設備力に加え、厚物特有の材料特性(スプリングバックなど)を熟知した職人のノウハウが不可欠となります 。
熱変形を完全にコントロールする歪み・反り修正能力
- 溶接によって発生する熱変形を完全にゼロにすることは不可能です 。そのため、溶接順序を最適化して歪みを抑える技術はもちろん、発生した反りを後から正確に矯正する能力が問われます 。熟練の職人がプレス機やジャッキなどの設備を駆使し、ミリ単位で「反り修正(歪み取り)」を行うことで、ブラケットとして必要不可欠な平面度や直角度を高いレベルで確保します 。
抜き、曲げ、溶接、塗装までの一貫対応能力
- ブラケットの品質とコスト、そして納期を最適化(QCDの最適化)するには、すべての工程をワンストップで対応できる体制が必須です 。
- 最新鋭のファイバーレーザーによる高精度な抜き加工、ベンダー曲げ、熟練の溶接、そして最終工程の表面処理(塗装や電解研磨)までをひとつの工場内で完結させることで、各工程が密に連携し、図面通りの穴位置や美しい仕上がりを狂いなく実現できます 。
千葉・房総 製缶板金加工が製作する溶接ブラケットの特徴
「千葉・房総 製缶板金加工.com」を運営する株式会社アガツマでは、これらの課題をすべてクリアする独自の強みを備えています。
厚中板加工による高耐久な製品製作
当社は鉄(板厚最大16mm)やステンレス(板厚最大6mm)の中厚板加工を得意としており、6mmや12mmといった中厚板の加工実績が特に豊富です 。プラント設備や大型の工作機械など、過酷な荷重や振動が日常的に加わる過酷な現場であっても、びくともしない圧倒的な構造剛性と長期耐久性を備えた溶接ブラケットを形にします。
一貫対応によるコストダウンと短納期
設計・図面作成から材料手配、ブランク、曲げ、溶接、仕上げ、塗装、発送にいたるまで、外注に依存せず全工程を完全自社内完結できる一貫生産体制を確立しています 。工程間の移動に伴う横持ち輸送費やスケジュール管理のロスを徹底的に排除できるため、大幅なコスト削減と同時に、翌日渡しを含む圧倒的な特急・短納期対応を可能にしています。
溶剤焼付塗装による優れた外観品質
当社は、自社内に3m四方以上の大型塗装ブースと大型乾燥炉(2m×2m×3m)を完備しています。一般的な自然乾燥の塗装とは異なり、高温で加熱して塗料を化学硬化させる「溶剤焼付塗装(メラミンやアクリル等)」を提供可能です 。これにより、キズや油・薬品に非常に強く、色ムラのない滑らかで美しい光沢を持った、耐久性とデザイン性を両立する高品質な外観に仕上げます 。
ブラケットの製作実績紹介
当社の溶接ブラケットの製作実績を紹介いたします。
溶接ブラケット
大型機械の鉄製(SS400)の特注「溶接ブラケット」の製作事例です。
絶えず動的な荷重や振動、反力が加わる部位の土台となるため、16.0mmの堅牢な厚中板を採用し、構造体としての剛性を確保しています。
機械部品(U字型ブラケット)

装置向け、鉄製(SS400)の特注「U字型ブラケット」の製作事例です。
本製品の最大の強みは、複数枚の板を溶接してU字型を作るのではなく、1枚の鋼板からレーザー切り出しとプレスブレーキ(ベンダー)による「一体曲げ加工」で成形している点です。溶接組み立てを行わないことで、溶接熱による金属の歪みや引っ張りを完全に防いでいます。
ステンレス製補強ブラケット
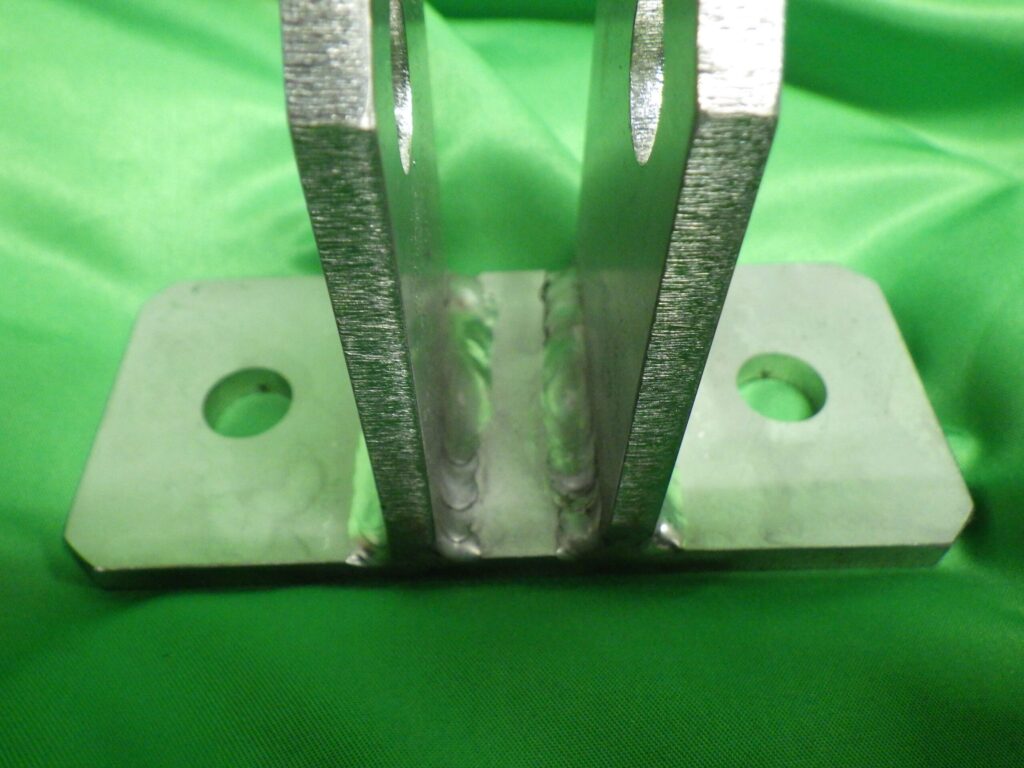
こちらは、ステンレス製のブラケットの製作事例です。
まず、本製品は板厚6mmという比較的厚いステンレス鋼板を使用しており、サイズ50×100×100で製作されています。レーザー加工機により、指定された形状と寸法で精密に板材を切り出しました。
次に、本製品の品質の核となる溶接と修正の工程です。部材の接合には手動溶接を採用していますが、板厚6mmのステンレスは溶接時の熱入力が大きく、製品に「反り」が発生しやすいという特性があります。 アガツマでは、熟練の技術者が溶接を行った後、プレス機を用いて精密な「反り修正」を行います。この工程を加えることで、厚板ステンレスの強度を維持しつつ、ブラケットとして不可欠な平面度や直角度を高いレベルで確保しています。
ステンレス製補強ブラケット

ブラケットです。ステンレス厚中板のため、曲げ加工に技術が求められますが、直角度を注意しながら製作をしています。電解研磨にて仕上げを行っております。
溶接ブラケット製作なら、千葉・房総 製缶板金加工.comにお任せください
溶接ブラケットの製作において、図面通りの幾何公差(直角度・平面度)を出しつつ、過酷な使用環境に耐える接合強度と美しい外観を両立させることは、設備全体の安定稼働と安全性を守る上で極めて重要です 。しかし、厚板の曲げ、歪みの出ない溶接、大型の焼付塗装までを別々の業者に手配していては、管理工数やコストが膨らむばかりか、品質のバラつきを防ぐことが困難になります。
「千葉・房総 製缶板金加工.com」を運営する株式会社アガツマにお任せいただければ、以下のような柔軟なサポートで調達担当者様のお悩みを一挙に解決いたします。
- 図面なし・構想段階からの伴走
手書きのポンチ絵や漫画絵といったラフなアイデアからの設計・図面化、あるいは老朽化した現物からの採寸(リバースエンジニアリング)に完全対応します 。
- 不適合トラブルのゼロ化
設計からブランク、曲げ、熟練の溶接技術、そして自社大型設備による溶剤焼付塗装や電解研磨まで一元管理するため、現場での「ボルト穴が合わない」といったトラブルを根本から排除します。
- 小回りの利く生産体制
鉄、ステンレス、アルミなど材質を問わず対応し、1個単位の特注試作から、工場設備の突発的な破損に伴う緊急の修理・補修案件まで、地域密着の機動力で迅速に特急対応いたします 。
無駄なコストを抑え、品質と納期のバランス(QCD)を最適化した高精度な溶接ブラケットをお求めの際は、ぜひ一度当社へお気軽にご相談ください。
